Empresas Premium









La industria actual exige tecnologías innovadoras para sus procesos de fabricación que les permitan hacer frente a las demandas del mercado y, al mismo tiempo, cumplir con las normas medioambientales, cada vez más estrictas.
En este contexto, es necesario actualizar algunos procesos clásicos, como es el caso de las uniones por soldadura, que es un sistema costoso en muchos sentidos, y también conlleva un cierto peligro. Este procedimiento puede ser sustituido por una solución mucho más novedosa, el clinchado, mucho más limpia, sencilla y respetuosa con el medio ambiente.
¿Por qué sustituir la soldadura convencional por el clinchado?
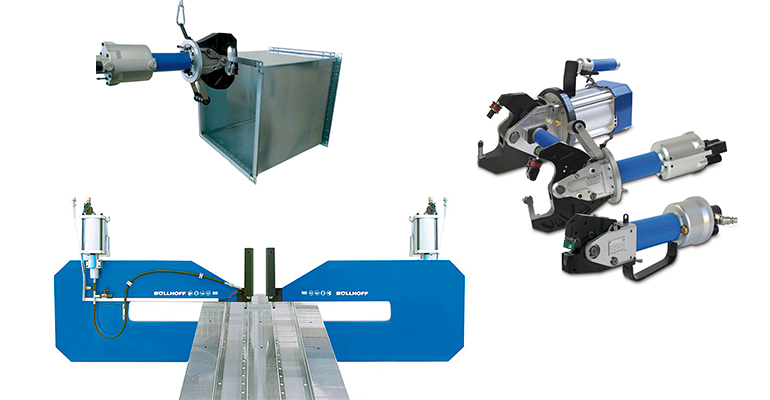
La tecnología de clinchado de Böllhoff cuenta con una amplia gama de equipos RIVCLINCH que permiten la creación de uniones resistentes de metales sin quemar el material, ni necesidad de elementos de fijación adicionales ni soldaduras. La soldadura, en cambio, es un proceso que conlleva un elevado coste de mano de obra, el operario ha de contar con cualificación específica, y requiere un sistema de extracción especial de humos de alto consumo eléctrico.
Los equipos de clinchado pueden garantizan uniones estéticas y resistentes de diversas chapas y perfiles mediante deformación en frío. De esta manera, el material no sufre carga térmica alguna, no hay humos ni chispas y se obtienen uniones fuertes sin necesidad de aporte de material. Este proceso facilita la fijación de materiales diferentes: chapas finas, chapas de alta resistencia, materiales en acero galvanizado, acero inoxidable, aleaciones, etc., y es óptimo para fijaciones de chapas con tratamientos superficiales: lacados, pintados, plastificados, o metalizados. Como la unión se crea por la interacción de un punzón y una matriz, las superficies no sufren deterioro ni daño.
El proceso de clinchado se produce de la siguiente forma: los materiales a unir se sitúan entre dicho punzón y la matriz. Cuando el punzón desciende, un pisador mantiene las piezas unidas. El punzón penetra en el material hasta un tope mecánico. Cuando las chapas entran en contacto con la matriz, el punzón ejerce presión sobre el material, que fluye lateralmente por la apertura de las paredes móviles de la matriz. La deformación crea un anclaje mecánico entre las piezas, el punzón luego regresa a la posición inicial; después el pisador actúa de extractor del punzón, asegurando la separación limpia del punzón y la pieza facilitando que la pieza pueda retirarse de la matriz. Las paredes móviles se vuelven a cerrar mediante un muelle. El resultado es siempre un punto de unión de gran resistencia que se consigue en un solo paso y sin necesidad de taladros previos.
Según el equipo RIVCLINCH, y el utillaje de clinchado que se utilice, los puntos pueden ser redondos o rectangulares: punto redondo para uniones estancas sin cortes, o punto rectangular con corte en la primera chapa para metales duros e inoxidables.
En resumen, las ventajas del clinchado son muchas, entre ellas: