Empresas Premium









La compañía publica un documento descargable en el que explica cómo realizar operaciones de brochado en sus máquinas.
Es bastante habitual que en nuestros diseños encontremos características como chaveteros internos y externos, hexágonos o torx. A veces, se realizan externamente en una brochadora o simplemente se subcontratan. De todos modos, en algunos casos, hay herramientas que le permiten realizar estas operaciones en su torno CMZ.
Las operaciones de brochado se pueden realizar de diferentes maneras, principalmente dependiendo del tipo de herramienta y portaherramientas utilizado:
El brochado se puede realizar en todas las series CMZ. Dependiendo del tamaño de la característica y las tolerancias requeridas, el eje Y puede ser requerido y si se utiliza un portaherramientas de ranurado, las herramientas motorizadas son obligatorias.
Brochado utilizando un portaherramientas fijo
Es la forma más sencilla de realizar el brochado en un torno, no se requieren herramientas motorizadas ni eje Y. Si las tolerancias o el tamaño de la característica son grandes, se recomienda el eje Y tanto para lograr la tolerancia como para utilizar una herramienta más pequeña para hacer una característica más grande.
En este caso, las herramientas de brochado se montan en un portaherramientas de interiores estándar y un casquillo. CMZ puede suministrar portaherramientas de torneado interior, así como casquillos s para montar la herramienta de brochado. Se deben realizar varias pasadas poco profundas hasta que se logre la dimensión X requerida. Para facilitar la programación solo en figuras internas, CMZ tiene una macro especial, M385.
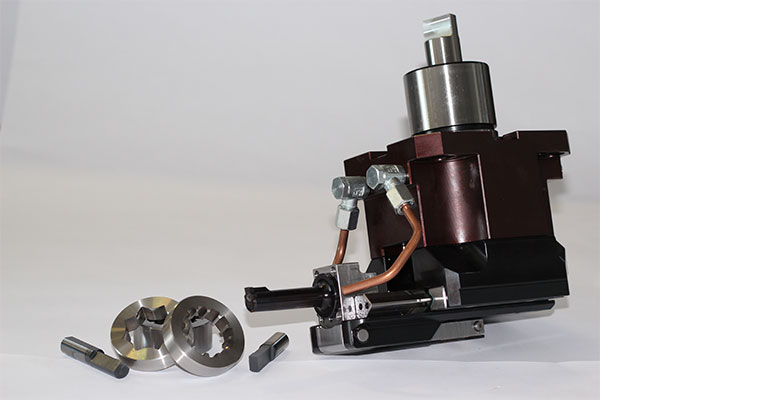
Brochado usando un portaherramientas de brochado motorizado
Otra alternativa que le permite hacer el brochado más rápido es el uso de portaherramientas de ranurado motorizado. Los diferentes proveedores de portaherramientas ofrecen productos compatibles para todas nuestras series de máquinas. Estos portaherramientas convierten el movimiento giratorio de la herramienta motorizada en un recorrido de traslación y también debido a un mecanismo especial, la herramienta solo está en contacto durante la dirección de mecanizado, ya que levanta la herramienta en la vuelta; maximizando así la vida de la herramienta. Se pueden encontrar portaherramientas de carrera de hasta 50mm en el mercado.
Brochado giratorio o brochado rotativo
Este proceso se utiliza principalmente para hexágonos internos o torx. En este caso, la herramienta es una combinación de una herramienta de metal duro que se monta con una inclinación específica en un soporte que permite que la herramienta gire loca. El eje del soporte debe montarse en un portaherramientas de torneado interior.
El proceso de mecanizado es simple, mientras el cabezal gira, la herramienta se aproxima y cuando hace contacto con la pieza, la herramienta comienza a girar y empujar para generar la forma. No se necesita eje Y para este proceso.
Está claro que con cualquiera de estas opciones se tardará más tiempo que una máquina especializada, pero permite terminar la pieza en un único montaje. La lubricación también es clave para este proceso.
Más información en este enlace: https://www.cmz.com/es/aplicaciones-torno-cnc-brochado