Empresas Premium











Un artículo de Metronic, S.A., distribuidor exclusivo de GOM en España.
Durante las dos últimas décadas, las infraestructuras de diseño industrial y de tecnología de fabricación de información han cambiado notablemente. Los diseños en 2D de piezas han sido reemplazados por complejos modelos 3D de CAD. Los útiles, moldes y equipos de producción son actualmente diseñados con ayuda de simulaciones 3D, y producidos usando sistemas CAM asociados a estas simulaciones. Las superficies de diseño y formato libre son cada vez más complejas, teniendo unas posibilidades de diseño más extensas, lo cual resulta en unos diseños de producto mejorados, ergonomía, y una optimización del espacio.
Como consecuencia de estos desarrollos los controles de calidad deben adecuarse. Las mediciones actuales deben ser en 3D, rápidas y de forma cada vez más habitual hechas sin contacto. El objetivo es una comparación completa de piezas de las superficies 3D generadas utilizando modelos de superficie CAD nominales como referencia. Cada vez más habitualmente las mediciones de un solo punto, utilizando las máquinas de medición coordinada (CMM) tradicionales resultan insuficientes. A medida que la tendencia en la demanda es de piezas que deben estar totalmente digitalizadas, resulta insuficiente la medición de unos pocos volúmenes críticos.
Los sistemas de medición deben ser flexibles, además de ser portátiles dando la opción de realizar la medición in-situ o en planta. El rango de piezas a medir abarca desde las pequeñas piezas de inyección por moldeado hasta herramientas de moldeado de gran tamaño y chasis de vehículos completos.
Un concepto de medición que actualmente experimenta un éxito significativo en el mercado son las mediciones basadas en el principio fotogramétrico. La clave del sistema de fotogrametría es un sensor de proyección de franjas en 3D de posicionamiento libre, el cual identifica su orientación en un sistema de coordenadas exclusivamente a través de marcadores fijados a la pieza o útiles asociados (puntos de referencia). El uso de marcadores elimina la necesidad de técnicas de alta precisión para orientar y posicionar el sensor alrededor de la pieza durante la medición.
Fundamentos de la fotogrametría
En la fotogrametría, la posición de un punto en un espacio tridimensional puede ser determinada mediante la triangulación múltiple de haces de rayos de observación. Conociendo la orientación de cada haz en el sistema de coordenadas, la intersección de rayos genera las coordenadas 3D del objeto. El ajuste de los haces de luz es usado para determinar las coordenadas no conocidas de objeto y adicionalmente los parámetros de la disposición de detección. Para ello, se requieren múltiples observaciones desde diferentes direcciones, con un área de imagen parcialmente superpuesta. Además, es necesario que todos los puntos del objeto buscados sean visibles en más de una observación. Un mínimo de dos observaciones de un punto del objeto son necesarias para crear suficientes ecuaciones para la derivación de su posición.
Los procedimientos de la proyección de franjas están caracterizados por la proyección de una luz lineal de intensidades diferentes sobre el objeto. Las observaciones de la franja bajo un ángulo de triangulación conocido muestran el contorno 3D a lo largo del borde. Para una medición exhaustiva, la franja debe ser movida o las franjas paralelas múltiples deben ser proyectadas. Mediante el uso de exhaustivos patrones de franjas proyectados en secuencia, se obtiene la codificación de alta resolución de la superficie del objeto. En la práctica, el procedimiento de cambio de fase es usado con lo cual los patrones de franja son modificados en un cuarto de su anchura, resultando que cada pixel de la cámara registra una secuencia de 4 valores en la escala de grises, la cual puede ser asignada al cambio de fase en la franja.
Además, los datos definitivos son requeridos para conseguir la codificación única del número de franja. La pieza es iluminada con una secuencia de bloques marginales de diferentes anchuras y cada pixel de la cámara registra una secuencia de información digital que supone un número fijo de franjas. La combinación de procedimientos tiene como resultado una codificación integral de la superficie del objeto que puede ser obtenida por cada pixel de la cámara de manera independiente.
Los digitalizadores ATOS 3D de GOM Metrology están basados en una combinación de proyecciones de franja y una configuración de la cámara 3D, estando construidos dentro de un cabezal robusto y compacto. El sensor proyecta diferentes patrones de franja sobre la superficie de la pieza, la cual es tomada por las dos cámaras. ATOS usa el procedimiento de cambio de fase para generar una extensa medición de datos en 3D. Hasta 16 millones de puntos de medición independientes son capturados en 1 o 2 segundos con una medición de datos caracterizada por una reproducción muy detallada, la cual permite la medición de características muy específicas de la pieza.
Las piezas a medir son habitualmente mayores que la superficie de medición del digitalizador. Además, una única medición tiende a ser insuficiente para obtener una nube de puntos completa en las piezas complejas. Por ello, las mediciones parciales siempre deben ser combinadas.
Para acomodar piezas grandes y por la necesidad de mediciones superpuestas, GOM utiliza marcadores circulares colocados en o alrededor del componente. Estos pequeños marcadores circulares se identifican de manera única por el sensor 3D como puntos 3D reales y, por lo tanto, asumen la función de funciones fijas.
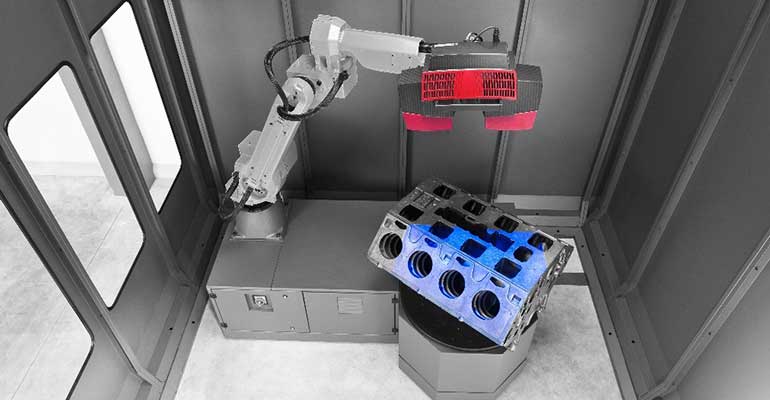
Con la creciente demanda de metrología automatizada y la comodidad que los fabricantes tienen con los robots industriales debido a su costo y confiabilidad, GOM ha adaptado sus digitalizadores ATOS 3D y el uso de marcadores a sus sistemas de medición ScanBox que proporcionan celdas de medición de producción en las plantas de trabajo.
Los marcadores de referencia son fijados directamente a los accesorios de la pieza o el útil de sujeción, permitiendo que el robot no influya en la precisión del sistema de medición, gracias a que la posición del sensor derivado del robot se determina en cada posicionamiento del sensor estático. El Scanbox óptico CMM de GOM está disponible en 7 medidas diferentes, el Scanbox 8 es el de mayor tamaño y consta de robots duales montados sobre rieles lineales y capaz de medir una estructura completa en blanco de un vehículo de automoción. Los sistemas ópticos de medición de coordenadas en 3D proporcionan las desviaciones completas de la pieza en 3D en contraste con la información CAD.
El software GOM Virtual Measuring Room(VMR) suministrado junto con el ScanBox ofrece una herramienta integral para la digitalización automatizada en 3D de la pieza. VMR es el control central para todos los elementos de la célula de medición ATOS y ofrece una representación funcional de un entorno de medición real mediante una simulación virtual. Los usuarios pueden trabajar con el sistema sin la necesidad de poseer un conocimiento especifico en programación robótica. Todos los movimientos del robot son simulados en el VMR y revisados por seguridad antes de ser ejecutados.
El software VRM gestiona todos los procedimientos de medición:
Planificación de la inspección
Los datos CAD son importados con un plan de medición asociado, las características de la inspección son automáticamente asociadas a la inspección desde el plan de medición. El informe de medición puede ser preparado off-line de antemano en esta etapa.
Formación de programas automáticos
La VMR Automatic Tech Function calcula las posiciones de los sensores necesarios para todas las características de inspección y superficies de CAD. La subsiguiente optimización de la ruta mejora la secuencia de posicionamiento del robot para optimizar el tiempo de funcionamiento del programa y para evitar una colisión.
Programa de inspección “Burn-in”
El VMR crea programas de medición que son puestos en práctica en el Scanbox de GOM usando un proceso automatizado. El robot se desplaza a las posiciones de medición del programa, donde define los parámetros individuales de medición, como por ejemplo los tiempos de exposición en la pieza de producción, con el software detectando automáticamente el reflejo de la pieza adaptando la proyección de franjas.
Medición de la producción
Los programas ya listos para usar pueden ser utilizados para la inspección de piezas de producción con el robot completamente controlado por el software a medida que mueve el sensor a las posiciones de medición programadas. Cada medición es verificada para comprobar si los resultados concuerdan con el criterio de calidad especificado.
Evaluación de la medición
Al finalizar la adquisición de datos de la pieza el software calcula una malla poligonal de la superficie de la pieza, así como los valores reales de las características del plan de inspección. Los datos medidos son comparados con el valor nominal y presentados en un informe de la inspección o reportados al SPC.
El CMM óptico de producción se ha convertido en una realidad y provee mediciones de producción de primera línea en las industrias de automoción, aeroespacial e industrias de fabricación de bienes de consumo.